请输入产品关键词搜索
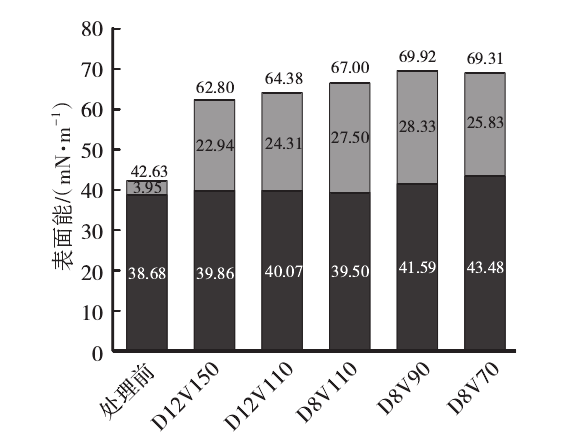
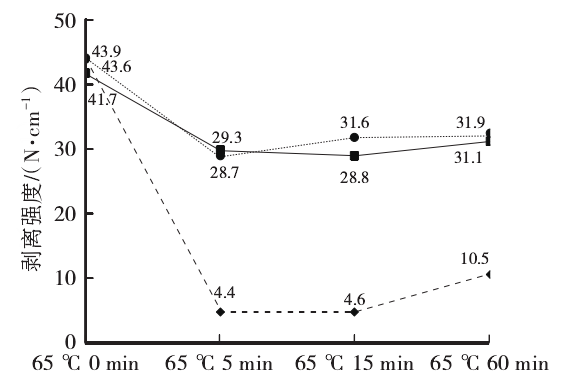
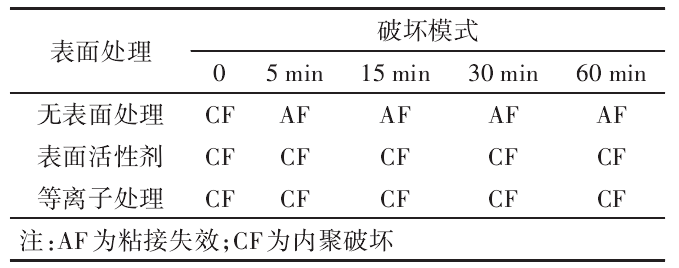
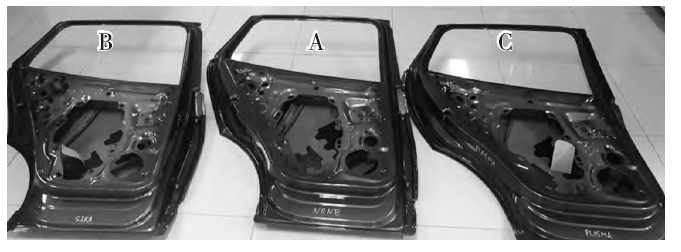
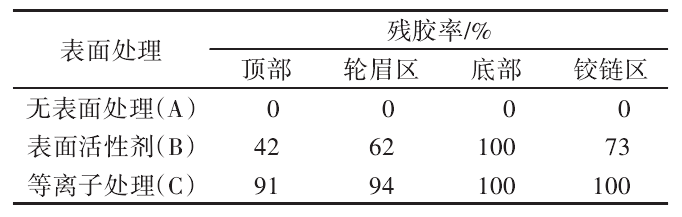
高温会使泡棉胶带泡棉层内聚力发生一定程度的衰减,同时会使胶带在 2K 清漆面的粘接强度发生大幅衰减,该粘接热衰减特性与界面浸润不足有关。使用表面活性剂和等离子表面处 理工艺均能有效避免高温环境中发生界面粘接失效,但等离子表面处理工艺具有更为稳定的工艺质量,是更 为优选的粘接预处理工艺方式。


 广东省深圳市光明区华明城高新产业园A栋5楼
广东省深圳市光明区华明城高新产业园A栋5楼  张经理 17304403275
张经理 17304403275